- Машини лиття під низьким тиском До кінця 1980-х років в інституті була розроблена технологія і обладнання...
- Машина стрижнева МС1
- Машина лиття під низьким тиском моделі 322
Машини лиття під низьким тиском
До кінця 1980-х років в інституті була розроблена технологія і обладнання лиття під низьким тиском з алюмінієвих сплавів, що забезпечують стабільну якість виливків при мінімальних витратах. За минулі роки були розроблені і впроваджені технології виготовлення понад 100 одиниць складних і особливо складних виливків масою від 0,5 до 200 кг на 14 заводах Росії. Установки були поставлені до В'єтнаму і Іран.
Створені машини відрізняються універсальністю і здатністю до переналадке.
"УралНІТІ" проводить весь цикл підготовки виробництва заготовок методом ЛНД:
- відпрацювання технологічності конструкції деталі;
- розробка проекту оснащення і її виготовлення;
- відпрацювання технології;
- виготовлення партії деталей;
- запуск виготовлення заготовок на виробництві замовника
Технологія і обладнання для лиття під низьким тиском
Лиття під низьким тиском - один з найбільш прогресивних способів лиття, що дозволяє отримувати високоякісні литі заготовки.
Суть методу полягає в тому, що на рідкий метал, що знаходиться в герметичному тиглі, подається надлишковий тиск (1,0 атм), під впливом якого метал по металлопровода піднімається вгору і заповнює порожнину ливарної форми.
ВАТ "УралНІТІ" розроблена технологія виготовлення найбільш складних і відповідальних виливків різного габариту (картера і деталі трансмісії гусеничних машин, колеса гидротрансформаторов, мотоблоки, картера і корпусу для транспортних машин, крильчатки, направляючі, поршні, головки циліндрів і т.д.) і створена гамма високопродуктивних і швидкодіючих машин (більше 10 типів) лиття під низьким тиском (ЛНД), що дозволяють виготовляти з алюмінієвих сплавів дрібні, середні, великі і особливо великі виливки вагою виливка від 0.5 до 200 кг.
Створені машини дозволяють повністю механізувати процес отримання литої заготовки, починаючи від закриття металевої форми і заповнення її металом, закінчуючи отриманням виливки і укладання її в тару.
Розроблені і виготовлені інститутом машини ЛНД успішно працюють на багатьох заводах Російської Федерації, на яких виготовляються вищевказані деталі (ВАТ "Курганмашзавод", ГУП ПО "Уралвагонзавод" і т. Д.).
Застосування технології виготовлення виливків литтям під низьким тиском на розроблених інститутом машинах дозволяє:
- підняти коефіцієнт використання металу до 0,8-0,85; вихід придатного - 90%; знизити брак стосовно пористості і підвищити механічні властивості виливків в порівнянні з кокильного на 10 ... 15%;
- отримувати тонкостінні і товстостінні виливки різної протяжності завдяки можливості регулювання в широких межах (від 10 мм / сек до 400 мм / сек) швидкість заповнення форми металом;
- повністю механізувати процес отримання виливків будь-якої складності і габаритів, що забезпечується наявністю вертикального і горизонтального роз'ємів на машині дрібного і середнього лиття, двох вертикальних і одного горизонтального - на машинах великого лиття, вертикального і горизонтального роз'ємів і викочування столу (останній викочує піддон поза зоною кокильного верстата , даючи можливість будь-яким вантажопідйомним пристроєм видаляти виливок з кокіль, і дозволяє, при наявності піщаних стрижнів, їх зручно встановлювати в піддон) на машина особливо великого лиття.
- наявність на машинах ЛНД резервних золотників забезпечує механізоване витяг металевих стрижнів технологічними гідроциліндрами.
- якісно проводити рафінування і модифікування металу, зручно зчищати шлак, що забезпечується наявністю на машинах викатних тигельних і набивних електропечей.
Машини ЛНД легко вбудовуються в діючі ливарні цехи через їх малі габарити і простоти виготовлення. Машини надійні в експлуатації.
Установка для лиття алюмінієвих сплавів під низьким тиском
Створено 15 типорозмірів високопродуктивних машин лиття під низьким тиском, які дозволяють виготовляти широку номенклатуру заготовок складного профілю з алюмінієвих сплавів з масою від 0,5 кг. до 200 кг.
- Коефіцієнт використання металу - 0,8;
- Вихід придатного литва від 85 до 95%;
Установки впроваджені на ВАТ «Курганмашзавод», ВАТ НПК «УВЗ», ФГУП «Верхнетурінскій машинобудівний завод». Також установка працює в ВАТ «УралНІТІ».
2008-2012 рр. - 5 найменувань корпусів зроблено для ВАТ «Уральський приладобудівний завод».
Машина стрижнева МС1
Машина лиття під низьким тиском моделі 214
Машина моделі МС1 є універсальною, призначеної для роботи в ливарних цехах з дрібносерійним, серійним і масовим виробництвами, призначена для виготовлення стрижнів "паличка" методом екструзії діаметром від 20 до 40 мм. Машина складається з системи змінних виштовхувачів і формотворчих втулок, редуктора, електродвигуна, бункера, приймального регульованого столика. За бажанням замовника комплектується необхідною кількістю Драйера.
Машина моделі 214 є універсальною, призначеної для роботи в ливарних цехах з дрібносерійним, серійним і масовим виробництвами по виготовленню алюмінієвих виливків розміром від 0.5 до 30 кг.
Детальніше
Детальніше
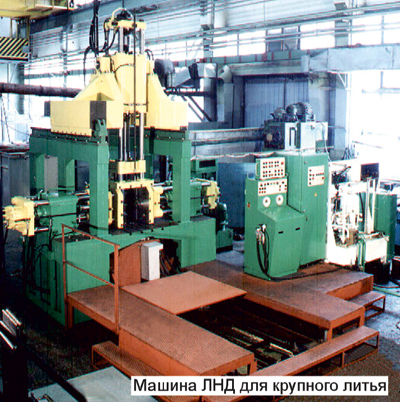
Машина лиття під низьким тиском моделі 322
Машина лиття під низьким тиском моделі 280
Машина моделі 322 є універсальною, призначеної для роботи в ливарних цехах з дрібносерійним, серійним і масовим виробництвами по виготовленню алюмінієвих виливків розміром від 10,0 до 80,0 кг. Машина складається з кокильного верстата з вертикальним і горизонтальними роз'ємами; пульта управління, що дозволяє в напівавтоматичному циклі управляти всім процесом; спеціальної викочування електропечі; гідростанції і пневмогідроаппаратури.
Машина моделі 280 є універсальною, призначеної для роботи в ливарних цехах з дрібносерійним, серійним і масовим виробництвами по виготовленню алюмінієвих виливків розміром від 0,5 до 30,0 кг. Машина складається з кокильного верстата з вертикальним і горизонтальними роз'ємами; пульта управління, що дозволяє в напівавтоматичному циклі управляти всім процесом; спеціальної викочування електропечі; гідростанції і пневмогідроаппаратури.
Детальніше
Детальніше